
Lean for Social Innovation: The Power of Doing
By Yue Fan’15. This post is the third in our Fall 2015 series that explores how Toyota Production System (TPS) philosophies were applied at The Greater Boston Food Bank (GBFB) to support social innovation in MIS 3535 Lean for Social Innovation (held during Spring 2015). Posts include the opinions of thought leaders and Babson student perspectives.
As the class continued after the storm, our learning of the Toyota Production System reached several notable milestones after our site visits. The biggest takeaway for me was realizing the importance of being on site.
Before our last two site visits, we only talked to the agency relations manager, Gary. We did visit the site several times, but mostly under his guidance. I felt like we were like tourists with guide Gary, sightseeing the warehouse. He provided us with lots of useful information through these meetings, and he was willing to go the extra mile, like giving us some inside reports. But even with all this information, I felt that providing implementation suggestions would be like shooting in the dark.
This was compounded by my underestimation of the implementation process. By overly focusing on the analytical perspective, I thought on site implementation should only take us two hours. All I needed to do was to visit the site, identify some areas of improvement immediately, come up with ideas, implement them right away and everything else would just work like magic – problem solved!
Obviously, reality told us a different story. For our first implementation visit (we thought it should be our last visit before midterm), we made little progress.
My first mistake was lack of preparedness. Before my first implementation visit, all I had was a general idea that I was going to work on the loading area, focusing on rearranging the pallets to achieve status at a glance for the shipper. Without bringing any colored papers or supporting materials, I eliminated the possibility of bringing any concrete idea to the warehouse.
We quickly learned from that mistake and came better prepared for our next trial. With two rolls of duct tape, I thought surrounding the loading area with tape was an effective visual control which eliminated the possibility of putting the pallets in the wrong dock. However, implementation told me a different story. Firstly, shippers seldom conducted wrong dock mistakes, which decreased the effectiveness of the implementation itself. Secondly, the tape itself could be easily worn off. Before I put the tape on the ground, I got that reminder from Aaron, as he pointed out to the unrecognizable tape near the loading area. His foresight proved to be true after several pallets ran through the type. Again, it proves to be correct that without being on site, any implementation ideas driven only from data were likely to be unrealistic.
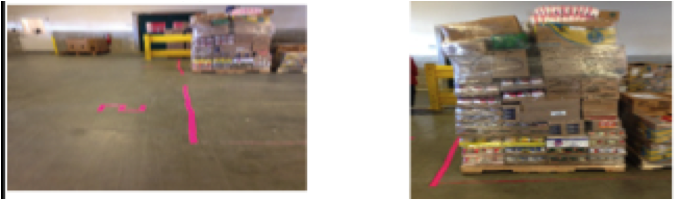
Figure 1: Visual management of dock lanes via tape on floor.
Most importantly, I learned that in order to transform the 5S approach into practice, it is important to follow the steps of 5S instead of directly jumping to an individual step. The steps included in the 5S approach are: sort, straighten, shine, standardize and sustain. My attempt to mark the loading area belonged to the sort step, as my purpose is to create a visual cue for the shipper. However, I forgot to evaluate the necessity of my countermeasure. By directly jumping to the latter half of the sort process, I actually added waste to the entire procedure. Other attempts I tried should be considered as straighten, as the countermeasure includes labeling all sides of the plastic wrap of the pallet in order to create visual cue for the shipper. However, as I directly jumped to the straighten step without sorting, the effectiveness of this countermeasure can’t be easily seen. As the loading area itself still needs improvement, sorting and reorganizing the flow of this area might bring more benefits than jumping ahead to the straightening process. I’m looking forward to how this shift in perspective will inform our work going forward.